Apabila pembinaan global beralih ke arah bahan binaan yang mampan, kesan alam sekitar permukaan seni bina telah menjadi metrik utama untuk pemaju. Dek luar lantai buluh telah muncul sebagai alternatif karbon-ne...
Rawatan suhu tinggi menjadikan warna buluh lebih gelap, kelihatan kopi atau coklat gelap, dan teksturnya lebih stabil.











Apabila pembinaan global beralih ke arah bahan binaan yang mampan, kesan alam sekitar permukaan seni bina telah menjadi metrik utama untuk pemaju. Dek luar lantai buluh telah muncul sebagai alternatif karbon-ne...
Bagi arkitek dan jurutera yang mereka bentuk ruang luaran dengan pendedahan tinggi, kestabilan dimensi ialah metrik paling kritikal untuk pemilihan bahan. Walaupun Ipe (Brazilian Walnut) telah menjadi penanda aras unt...
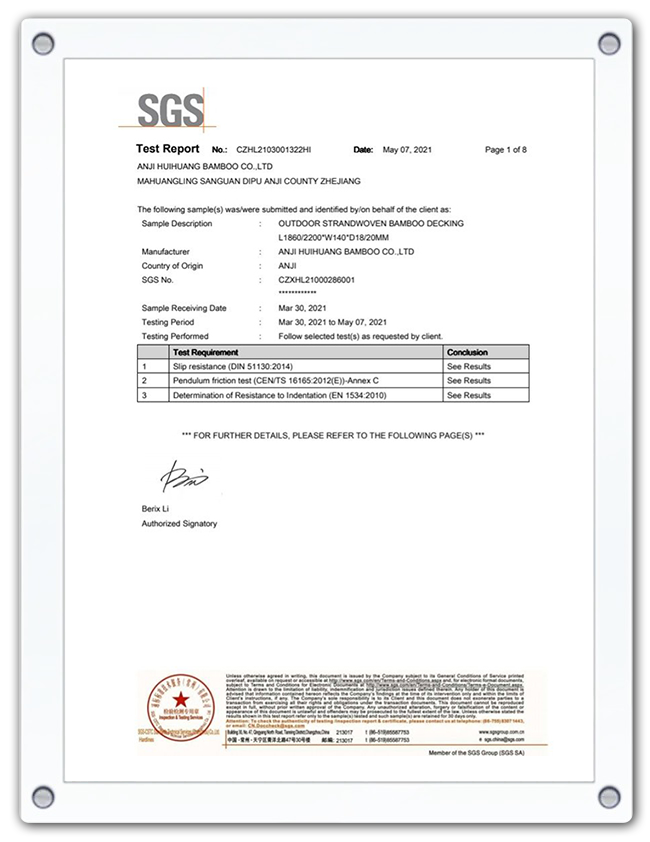
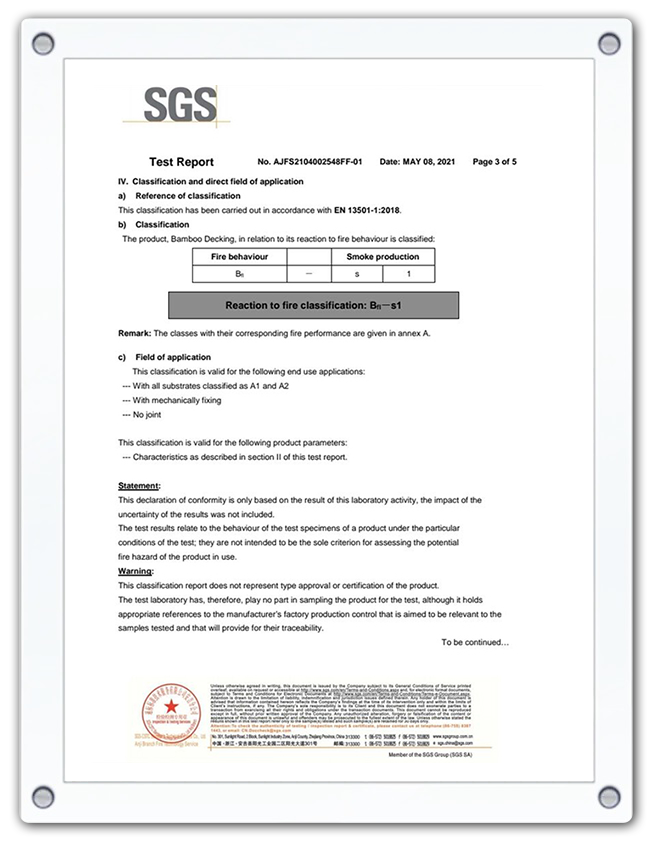
Dalam pemilihan bahan seni bina berprestasi tinggi untuk ruang luar, spesifikasi keselamatan—khususnya perambatan api dan dinamik gelincir—adalah kritikal seperti tarikan estetik. Apabila pembandaran meningkatkan perm...
Langkah pertama dalam proses khas ialah pemeriksaan ketat dan pemprosesan awal buluh:
(1) Spesies buluh dan pemilihan umur buluh: Phyllostachys edulis berusia 4-6 tahun lebih disukai, dengan ketumpatan serat buluh yang tinggi dan ketangguhan yang kuat. Mengambil Ningguo Kuntai Bamboo dan Wood Co., Ltd. sebagai contoh, bergantung kepada sumber "buluh" tempatan, hanya buluh asal yang berkualiti tinggi dengan diameter payudara ≥10cm dan tiada acuan yang mengandungi serangga dipilih untuk memastikan prestasi bahan mentah yang semula jadi memenuhi standard.
(2) Keluarkan dan keluarkan rawatan hijau dan menguning: Keluarkan kulit hijau luar buluh (mengandungi lapisan silikon, mudah retak) dan sumsum kuning dalaman (longgar dan mudah rosak) melalui pelan mekanikal, dan hanya bahagian 2-3cm daging buluh dikekalkan. Langkah ini pada mulanya mengurangkan kandungan kelembapan buluh dari 40%-60%hingga 25%-30%, meletakkan asas untuk proses berikutnya.
(3) Pengiraan dan Fibrosis: Potong daging buluh ke dalam kepingan buluh dengan ketebalan 0.5-1mm atau wayar buluh dengan diameter 1-2mm. Struktur gentian buluh semulajadi dimusnahkan oleh mesin rolling untuk membentuk bahan mentah fibrotik yang longgar, dan menyediakan rekombinasi suhu tinggi.
Proses tekanan panas suhu tinggi dan tekanan tinggi adalah pautan teras proses khas panel dinding buluh berat luar. Lompat prestasi bahan dicapai melalui pengubahsuaian fizikal:
(1) Pengeringan dan aplikasi gam: Keringkan buluh fibrotik dalam ketuhar pada 80-100 ℃ sehingga kandungan kelembapan adalah ≤8%, dan kemudian semburan sama rata dengan urea-formaldehida yang mesra alam (UF) atau gam isocyanat (MDI) gentian.
(2) Paving dan pra-menekan pencetakan: Pave wayar buluh/lembaran buluh selepas gam ke arah tekstur ke dalam papak, gunakan tekanan 1-3mpa melalui pra-pressor, dan pada mulanya menetapkan bentuk untuk membuat papak buluh dengan ketumpatan kira-kira 0.6g/cm³.
(3) Suhu tinggi dan tekanan tinggi akhbar panas: kosong diberi makan kepada akhbar panas dan terus tekan selama 2-3 jam pada suhu 180-220 ℃ dan tekanan 8-12MPa. Semasa proses ini, lignin dalam serat buluh cair dan bertindak balas dengan pelekat untuk membentuk struktur komposit berkepadatan tinggi, dengan ketumpatan akhir mencapai 0.9-1.1g/cm³, dan kekuatan mampatan meningkat kepada 80-100mpa, dekat dengan tahap keluli biasa.
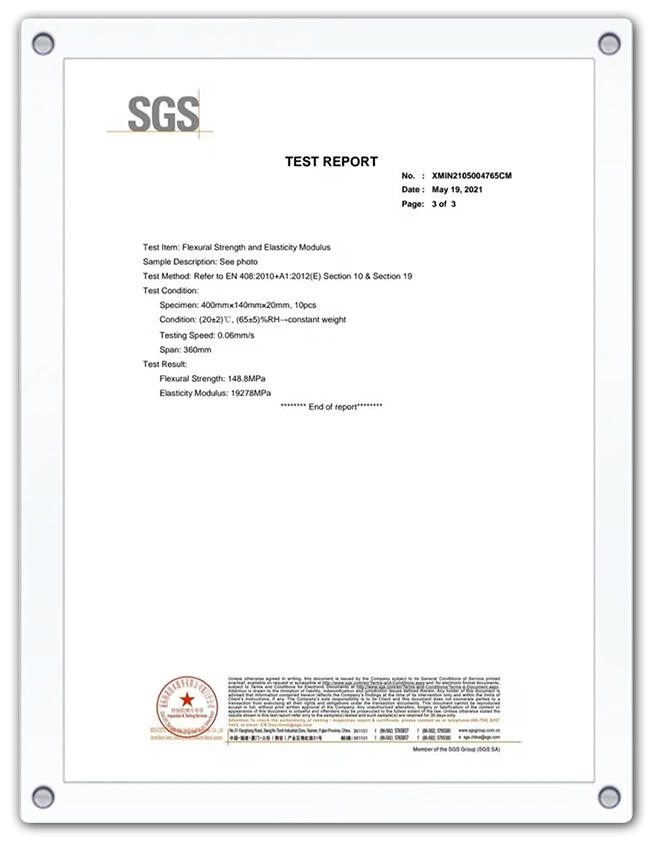
Parameter Proses Dressing Hot Ningguo Kuntai Bamboo dan Wood Co., Ltd. dikawal dengan ketat melalui sistem pengurusan kualiti ISO9001. Panel dinding buluh berat luaran yang dihasilkannya diuji dan mempunyai beban kegagalan lenturan ≥1500N, yang lebih baik daripada keperluan standard GB/T 20241-2018, memastikan keselamatan struktur dalam senario seperti dinding luar bangunan.
Untuk mengatasi cabaran persekitaran luaran, proses khas memerlukan perlindungan kimia:
(1) Rawatan kawalan anti-karat dan serangga: Impregnation tekanan vakum (VPI) digunakan untuk menyuntik pengawet komposit boron dan tembaga ke dalam buluh. Langkah -langkah khusus ialah: Letakkan plat buluh ke dalam tangki tekanan, vakum sehingga -0.09mpa dan simpan selama 30 minit, kemudian suntikan penyelesaian pengawet dan tekankan ke (1) 5mpa, dan tahan tekanan selama 2 jam. Proses ini membolehkan kedalaman penembusan pengawet menjadi ≥5mm, dengan berkesan menghalang hakisan acuan (seperti penicillium, aspergillus) dan anai-anai, dan tahap anticorrosion mencapai GB/T 13942.1-i.
(2) Rawatan pengedap kelembapan-bukti: Sembur salutan nano-silikon dioksida di permukaan papan buluh untuk membentuk filem kalis air dengan ketebalan 20-50μm, supaya kadar penyerapan air adalah ≤3%. Molekul silane dalam lapisan salutan dengan kumpulan hidroksil serat buluh untuk meningkatkan lekatan dan memastikan keberkesanan jangka panjang di bawah hakisan air hujan.
(1) Pewarna karbonisasi suhu tinggi: Letakkan plat buluh ke dalam tanur karbonisasi dan berlangsung selama 1-2 jam dalam persekitaran bebas oksigen 180-220 ℃. Gula dan pigmen dalam buluh bertindak balas di Maillard, dan permukaannya kelihatan kopi gelap kepada arang hitam. Pada masa yang sama, ketumpatan lapisan berkarbon meningkat, membentuk penghalang cuaca semulajadi, dan kadar penyerapan ultraviolet meningkat sebanyak 60%, melambatkan kelajuan pudar.
(2) Penamat dan salutan permukaan: Kekasaran permukaan papan buluh dikawal kepada Ra≤3.2μm oleh sander, dan kemudian berus dan membentangkan pemprosesan mengikut keperluan untuk meningkatkan tekstur. Akhirnya, varnis poliuretana berasaskan air disembur untuk membentuk salutan tahan memakai dan tahan noda, dengan gloss dikawal pada 10-30GU, mengekalkan tekstur semulajadi buluh.
Ningguo Kuntai Bamboo dan Wood Co., Ltd.'s Carbonized Bamboo Wall Panels telah disahkan oleh paten AS (US11148318) kerana proses matang mereka. Kesalahan keseragaman ketebalan lapisan berkarbonat adalah ≤0.1mm dan konsistensi warna adalah ΔE≤1.5, memenuhi keperluan ketat untuk kesan hiasan projek mewah.
Langkah -langkah utama kraf khas untuk panel dinding buluh berat di luar dikaitkan bersama, dari pemeriksaan bahan mentah ke rawatan permukaan, setiap proses berkisar "meningkatkan prestasi, mengoptimumkan estetika, dan memastikan kelestarian." Proses -proses ini bukan sahaja memberikan panel dinding buluh yang sangat baik rintangan cuaca dan kekuatan struktur, tetapi juga melepaskan keindahan semula jadi buluh melalui karbonisasi, pencelupan dan teknologi lain.












Copyright © Ningguo Kuntai Bamboo dan Wood Co., Ltd. All Rights Reserved
Borong Kraf Khas untuk Panel Dinding Bambu Berat Luaran pembekal

 +86-572-5215066 5216895
+86-572-5215066 5216895 office@hh-bamboo.com
office@hh-bamboo.com Bahagian timur Huanggang Rd, Ningdun County, Ningguo, XUancheng City, Wilayah Anhui, China.
Bahagian timur Huanggang Rd, Ningdun County, Ningguo, XUancheng City, Wilayah Anhui, China.